
關(guān)于表面粗糙度和表面光潔度

管理者應(yīng)該每天花點(diǎn)時(shí)間去機(jī)加工車間走一走
2022年4月21日
鋁合金陽極氧化以及常見問題
2022年5月18日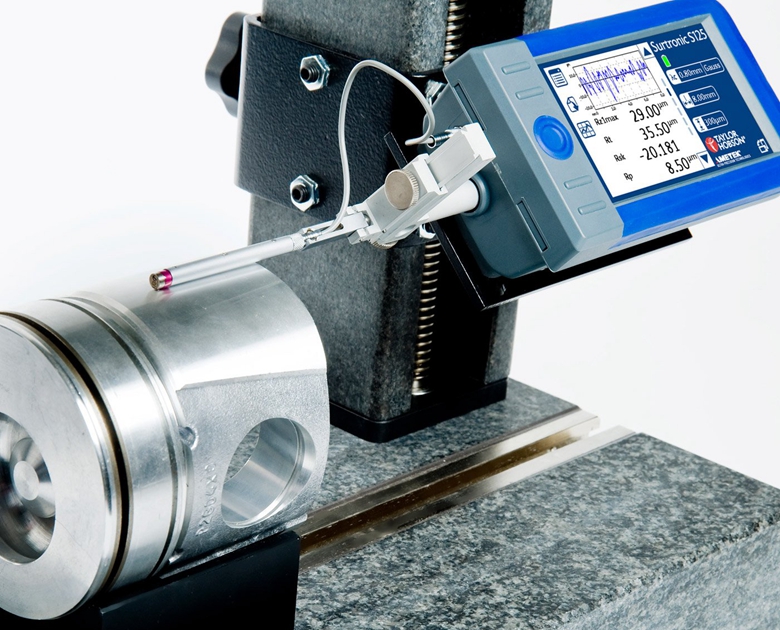
表面粗糙度和表面光潔度是我們這樣的金屬零件從業(yè)人員每天都會(huì)接觸的指標(biāo),這是一個(gè)重要的指標(biāo),決定著零件應(yīng)該采用哪種工藝,是采用車削還是進(jìn)一步的磨削,或者僅僅是用鑄造或鍛打表面既可以?
表面粗糙度或光潔度指標(biāo)有:
Ra-平均粗糙度
Rz-平均凹凸高度
RMS-均方根粗糙度
Ra, Rz, RMS 表面粗糙度指標(biāo)轉(zhuǎn)換
像我們這類經(jīng)常需要為國外客戶生產(chǎn)零件的工廠,經(jīng)常需要轉(zhuǎn)換圖紙上的表面粗糙度指標(biāo)。比如美國客戶的圖紙,一般都是使用美標(biāo)的Ra, 但是這個(gè)單位是微英寸,而不是我們國內(nèi)使用的單位微米。或者圖紙上使用的是RMS。
我們在看這類圖紙時(shí),一般會(huì)采用一個(gè)非常簡單的換算方式,可以快速的算出對(duì)應(yīng)的Ra指標(biāo), 這個(gè)簡單的計(jì)算公式是:
Ra( 美國標(biāo)準(zhǔn)) ? 40 =Ra(中國標(biāo)準(zhǔn))
RMS ? 44=Ra (中國標(biāo)準(zhǔn))
?
| Ra(中國標(biāo)準(zhǔn)) | Ra(美國標(biāo)準(zhǔn)) | RMS | RZ |
| 單位(微米) | 單位(微英寸) | 單位(微英寸) | 單位(微米) |
| 50 | 2000 | 2200 | 200 |
| 25 | 1000 | 1100 | 100 |
| 12.5 | 500 | 550 | 50 |
| 8.0 | 320 | 352 | |
| 6.3 | 250 | 275 | 25.0 |
| 5.0 | 200 | 220 | |
| 4.0 | 160 | 176 | |
| 3.2 | 125 | 138 | 12.5 |
| 2.5 | 100 | 110 | |
| 1.6 | 63 | 69 | 6.3 |
| 1.3 | 50 | 55 | |
| 1.0 | 40 | 44 | |
| 0.8 | 32 | 35 | 6.3 |
| 0.6 | 25 | 28 | |
| 0.5 | 20 | 22 | |
| 0.4 | 16 | 17.6 | 3.2 |
| 0.2 | 12.5 | 13.8 | 1.6 |
| 10.0 | 11.0 | ||
| 8.0 | 8.8 | ||
| 0.1 | 4.0 | 4.4 | 0.8 |
Ra, Rz, RMS表面粗糙度各指標(biāo)的含義
Ra–平均粗糙度,也稱為中心線平均值,是在一個(gè)表面上測量的所有表面高度的算術(shù)平均值。它是迄今為止最常用的表面粗糙度指標(biāo)。但是,請(qǐng)記住,不同的表面粗糙度輪廓可以具有相同的 Ra,但性能不同。因此,您可能需要確定更多的表面粗糙度參數(shù)來區(qū)分這些差異。
?
不平整度的平均高度(或平均粗糙度 Rz)通過計(jì)算五個(gè)采樣長度內(nèi)五個(gè)最大“峰谷”差異的平均值來評(píng)估表面粗糙度。它是歐洲和亞洲更常用的指標(biāo)。
?
RMS– 粗糙度: 測量表面所有峰谷的均方根。因?yàn)?RMS 粗糙度指標(biāo)比 Rz 粗糙度使用更多的點(diǎn),所以它比 Rz 更準(zhǔn)確。如果您不想計(jì)算 Ra,這通常是一個(gè)不錯(cuò)的選擇。
如何測量表面粗糙度
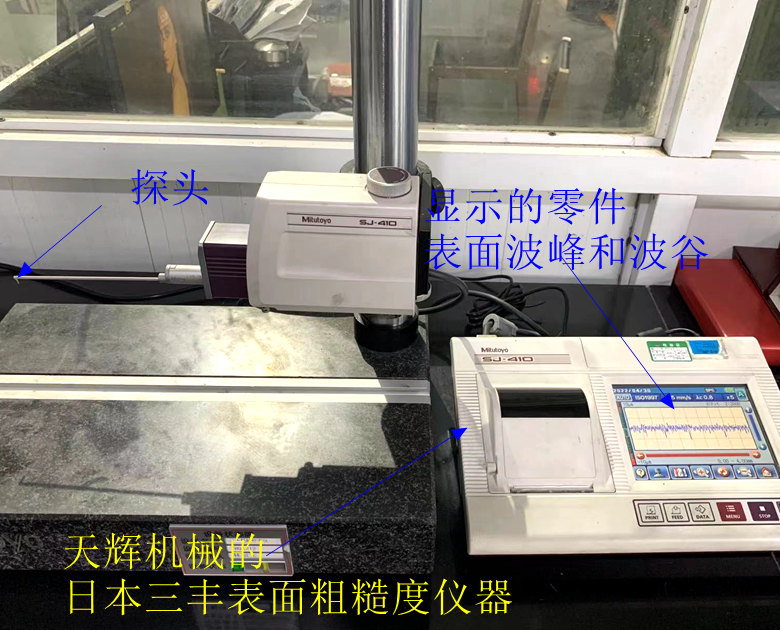
在微觀上,機(jī)加工零件表面凹凸不平,你可以想象成零件表面具有無數(shù)個(gè)山峰和山谷,要測量該零件的表面粗糙度,你必須沿零件長度測量粗糙度峰值的高度。用于測量表面粗糙度的質(zhì)量控制設(shè)備有幾種,但一流的機(jī)加工車間通常使用表面粗糙度計(jì)。
?
表面粗糙度儀的特點(diǎn)是觸針(或高分辨率探頭)以恒定速度沿垂直于零件的方向在目標(biāo)表面上移動(dòng)。通過特殊的電氣系統(tǒng),儀表獲得(并放大)電信號(hào)以產(chǎn)生更大的垂直放大率。然后通過一系列計(jì)算,顯示出表面粗糙度數(shù)值。
達(dá)到一流的精密加工和表面光潔度--天輝機(jī)械可以做到
既然你了解了表面光潔度和表面粗糙度的含義,您應(yīng)該會(huì)認(rèn)同良好的表面光潔度需要穩(wěn)定先進(jìn)的的機(jī)加工設(shè)備和專業(yè)工程師。
?
天輝機(jī)械已經(jīng)經(jīng)營了近二十年,為廣大可客戶提供精密加工服務(wù)。我們不僅擁有專業(yè)的工程師和操作團(tuán)隊(duì),而且還擁有一支專門的質(zhì)量控制專家團(tuán)隊(duì),確保我們的加工零件滿足客戶的表面粗糙度要求。
?
近年來,我們生產(chǎn)的多款零件需要極高的表面粗糙度要求,比如在球鐵的泵體內(nèi),在孔徑φ19H7,深度230(12倍徑),達(dá)到了粗糙度Ra0.4,需要特殊的工藝和專用的刀具才有可能達(dá)到,詳細(xì)請(qǐng)看我們的案例
?
詳細(xì)了解我們的精密機(jī)械加工服務(wù)。
加工廠.jpg)
,布氏硬度計(jì),洛氏硬度計(jì).jpg)
